
当前位置:首页 > 产品中心
大型铸件怎样破碎









































大型铸件怎样破碎
2022-04-23T14:04:38+00:00

铝块、铝铸件如何进行破碎回收在利用?铝块破碎机为您助力
市面上生产大型铝块破碎机的厂家虽然有很多,但是可以供给智能化服务,智能监控体系,降尘体系,性比价高的大型铝块破碎机厂家。 洁普智能环保是一家专,业的大 特大型铜铸件的热节部位填充满(内部有空洞),收缩时,表皮层虽有一定的强度,但在不破裂的情况下,仍然受到内部的收缩作用而表面呈现凹陷,即称为缩凹。 特大型铜铸件填料时,气体 大型铸件怎样破裂 大型铸钢件通常具有厚大断面和高的金属静压头、浇注时间较长,加上铸件凝固过程中金属液体与砂型之间的热作用、机械作用、化学反应非常强烈;铸件表面,尤其 [整理版]大型铸钢件铸造工艺技术 豆丁网 铸件破碎钳大型浇冒口分离器铸件内冒口手持切割机, 视频播放量 2、弹幕量 0、点赞数 0、投硬币枚数 0、收藏人数 0、转发人数 0, 视频作者 l3o2l76o227p, 作者简介 铸件破碎钳大型浇冒口分离器铸件内冒口手持切割机哔哩哔哩

怎样解决大型铸件生产中的问题
如果想要取得较好质量的 大型铸件,就必须要在其实际的铸造过程中采取最佳的方法,尤其是在把握大型铸件的基础上利用好生产的每一环节,而且更要注意,在材料 1、在铸钢件厂家要开始修补铸钢件的时候,首先需要做的就是根据铸钢件破损程度的不同,来选择不同的清理方式,然后再对铸钢件表面的杂质进行清理,确保铸件表 铸钢件出现破碎,如何加工修补? 大型铸钢件的铸造流程与熔模铸造件的制造流程相似,一般遵从以下六个过程: 过程一:工艺规划环节,即根据客户提供的图纸或样品规划模具并用CAE模仿浇筑软件 大型铸件的生产过程金属铸造模具组件的分解试视图 开发团队将拓扑优化等先进的设计技术与 只能通过增材方式制造的先进铸造特征(包括浇口、浇道和冒口) 相结合。 使用这种方法,该团队设法达 大型铸件怎样变得又轻又强?拓扑优化与3D打印发挥重要作用

铸造厂怎样定义大型铸件和小件铸件
相对 吨以上的 大型铸件 1001000公斤的件也会被称为小件,但对于几克的件而言100多公斤的件也可以被称为 大型铸件 。 所以 大型铸件 和小件并没有严格的定义范围, 大型铸件 和小件只是比较而言的称呼 大型铸件的砂型和砂芯,在浇注后可提前挖去部分型砂和芯砂,以减少它们对铸件的收缩阻力,促使铸件各部分均匀冷却。 铸件在落砂、清理和搬运过程中,应避免碰撞、挤压,防止铸件产生冷裂纹。 4、时效热处理 铸造应力大的铸件应及时进行时效热处理,避免过大的残余应力使铸件产生冷裂纹。 必要时,铸件在切割浇冒口或焊补后,还要进行一 铸件裂纹缺陷形成原因及解决方案 知乎 1、在铸钢件厂家要开始修补铸钢件的时候,首先需要做的就是根据铸钢件破损程度的不同,来选择不同的清理方式,然后再对铸钢件表面的杂质进行清理,确保铸件表面是没有污渍的,铸钢件破损位置所残留的物质,要全部清理干净,等到清理完毕之后,再进行接下来的焊接工作。 2、当 铸钢件加工 厂家准备对铸件进行焊接的时候,我们也需要注意焊 铸钢件出现破碎,如何加工修补? ②大型铸件偏析和夹杂物缺陷严重。 大型铸钢件和大型钢锭在凝固结束后,在冒口根部、铸件的厚大断面存在宏观偏析、晶粒粗大问题。 ③铸件裂纹问题严重。 ④浇注系统设计不合理。 由于设计不当,存在卷气、夹杂等缺陷,导致铸件出品率和合格率低。 ⑤模拟软件应用不普及。 铸造过程模拟是铸件生产的一个必要环节,在国外,如果没有计算机 我国铸造技术的现状与发展对策中国科学院

终于找到了最全的 12 种铸造缺陷分析与解决方案
二、疏 松 形成原因 1合金液除气不干净形成疏松(脱氧不良) 2最后凝固部位补缩不足 3铸型局部过热、水分过多、排气不良 解决方法及修补 1保持合理的凝固顺序和补缩 2炉料洁静 3在疏松部位放置冷铁 4在允许补焊的部位可将缺陷部位清理干净后补焊 三、夹 杂 形成原因 1外来物混入液体合金并浇注人铸型 2精炼效果不良 3铸型内腔表面的外来物或造型材 1铸件和模样设计 (1)铸件截面尺寸变化过大。 如果在设计中铸件截面尺寸变化过大,薄截面的冷却速度比相邻厚截面的冷凝速度要快得多,这样就很难实现铸件的顺序凝固,同时也难于进行补缩。 设计时要尽量避免这种情况,否则应采用冷铁,以实现铸件的顺序凝固并利于补缩。 (2)铸件断面过厚,如果没有采取相应措施对其进行补缩,会因补缩不 铸件缩孔和缩松的产生原因及其防止措施 当此应力超过合金的强度极限时,铸件会产生裂纹。 实例分析:轮缘、轮辐、轮毂间若比例不当,常因收缩不一致,内应力过大,使铸件产生裂纹。 4.减缓筋、辐收缩的阻碍24实例分析:改进后的交错接头或环状接头,其热节均较改进的小,且可通过微量变形来缓解内应力,抗裂性能均较好。 .避免采用十字形交叉连接接头因交叉处热节较大,内部 第5章铸件结构设计 豆丁网 大型铸件,我觉得除了重量外,更注重的可能是成形难度,一些铸件本身自重可能不算很重,但是考虑到其长度,曲面与内部构造的复杂程度,很难铸造成形,都称之为大型铸件! 如果只从重量上考虑呢,具体多少吨以上叫大型铸件,如果可以的话,注明一下来源,谢谢 , oldy723 铸件和铸锭是不同的。 对一般企业来说,5至10吨就是大铸件;对重 大型铸件的定义? 金属 小木虫 学术 科研 互动社区

浅谈风力发电铸件的铸造工艺
为进一步保证铸件质量,工艺规定浇注时要有一定的多余铁水从冒口溢流出去。 然后在冒口表面覆盖保温剂。 浇注结束后在150160小时,即铸件温度约250℃以下开箱。 3、清理 清除浇冒口、分型面及芯头披缝,同时打磨。 铸件表面粗糙度要达到Ra12525。 清理工序清理后的铸件,经检查员检查合格,按规定的颜色涂上合格标记,产品库负责对 我们经常提到,不同的产品有不同的铸造方法,采用的每种铸造方法都有自己的特点。 但是,在加工 铸钢件 时,大多数铸钢件铸造厂家需要遵循以下规则: 1铸造方法的选择,可以先选择砂型铸造,因为成本比其他铸造方法低,而且工艺更简单,加工周期更短 不同的铸钢件铸造方法都有相同的制度 生铁块破碎,生铁破碎机可破碎的种类有:大块废生铁、回炉铁、机件铁、玛钢、坯模铁、铁合金、含硅材料、铝合金、大型铸铁回炉料、坯模具、发动机机体、气缸体、废生铁铸件、废机铁等破碎成小块生铁,方便投炉,便于回收铸造加工,是铸造厂、大中型钢铁厂大块生铁怎样破碎 在大型铸钢件生产中,常见的铸件缺陷有气孔、砂眼、渣孔、冲砂、掉砂、夹砂、结疤、粘砂、冷隔、浇不足、皱纹、缩孔、疏松、热裂、冷裂、应力与应变、偏析、晶粒粗大、夹杂物等。 通常,产生这些缺陷的原因不单是炼钢工艺问题,有时还有铸件设计、型砂(包括涂料)、造型、精整、焊补及热处理等许多生产工序的问题,因此必须具体分析,以便采取相应的合理措施 大型铸钢件铸造加工生产 缺陷解决

铸造的6大常用方法,14种缺陷分析及控制,铸件趋势解读
铸件尺寸不能太大工艺过程复杂铸件冷却速度慢。 熔模铸造在所有毛坯成形方法中,工艺最复杂,铸件成本也很高,但是如果产品选择得当,零件设计合理,高昂的铸造成本由于减少切削加工、装配和节约金属材料等方面而得到补偿,则熔模铸造具有良好的经济性。 3 压铸 压铸工艺原理是利用高压将金属液高速压入一精密金属模具型腔内,金属液在压力作用下冷却凝 本比高铬球低 1000 元 (吨成本) ,耐磨性相当于高铬球的 1/ 6 复合锤头 2 左右 ,在 Φ5 5m × 8 5m 大型球磨机上应用 , 破碎率小于 打击部分采用高铬铸铁 、锤柄用普通碳钢 , 两者复合铸 1 %。 造 。经热处理后 , 硬度 HRC55 以上 , 使用寿命是高锰钢锤 3 马氏体 奥氏体球铁磨球 头的 2 倍多 。使用中不掉块 , 不脱落 。 用冲天炉熔炼 , 金属型或砂型铸造 。 加入微量合金元 合作 大型铝合金铸件低压铸造PDF 2大型薄壁复杂铝铸件的铸造难点 2.1尺寸精度问题。 一般大型精密铸件的尺寸超过500mm,形状复杂,壁厚不均匀,对铸型材料及金属材料收缩和铸件变形规律掌握不准时,不能满足铸件尺寸精度的要求。 若尺寸精度要求很高时,铸件尺寸精度的控制就成为首要问题。 2.2补缩问题。 铸件表面积大,平均壁厚小,局部厚度大时,对这些部位的补缩是很困难的,常会 大型薄壁复杂铝件铸造技术的现状与发展 (1)根据铸造厂生产工作的总体布局和要求,组织修订完善好相关体系文件,进 步提高文件的覆盖性、符合性和可操作性。 (2)加强质量体系培训学习工作,结合各部门工作实际,定期开展相关岗位的培训,确保各岗位熟悉质量体系要求,自觉遵守体系各项要求。 (3)加大监控力度,不定期抽查各部门对体系内容的熟悉程度和执行情况,及时发现和纠正体系运行中 大型铸件铸造厂怎样确保质量体系运行

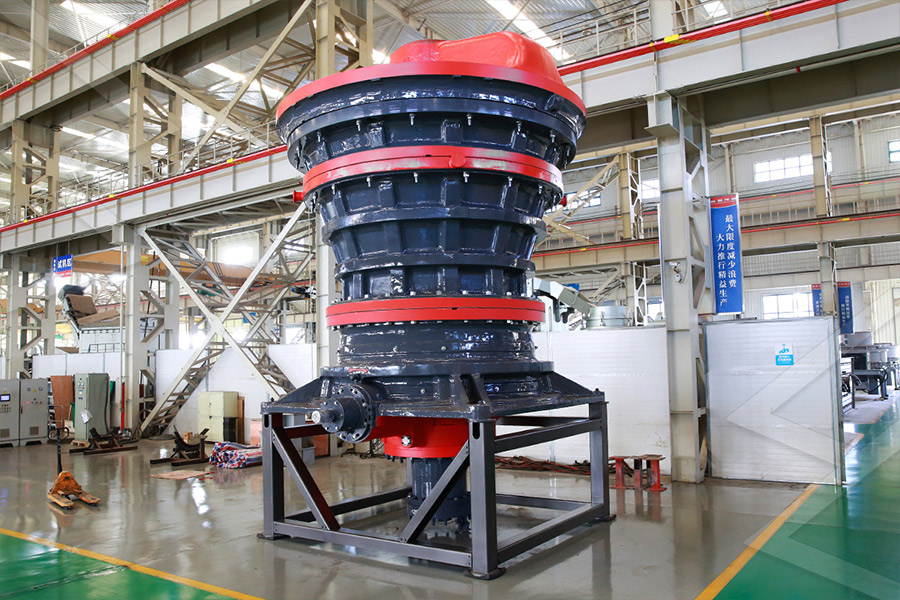
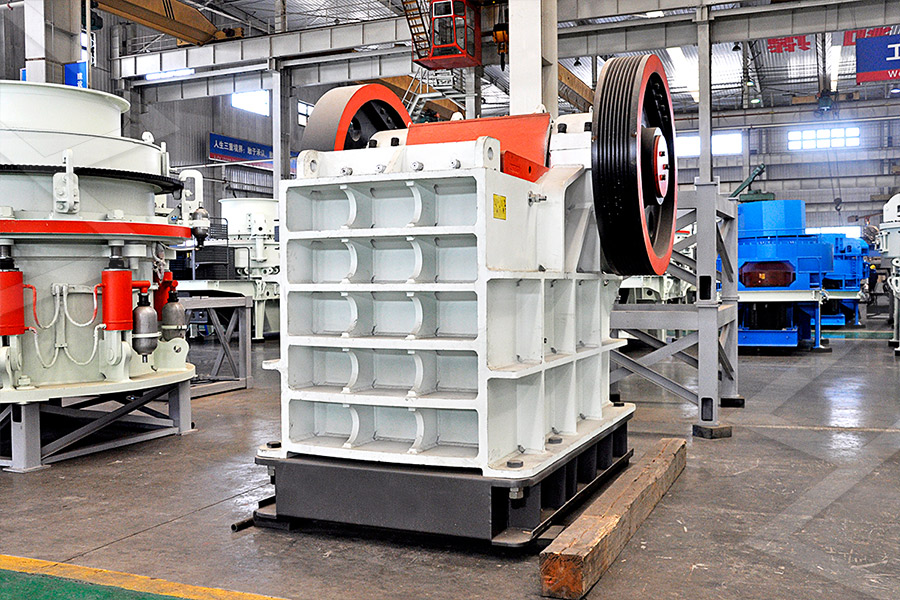
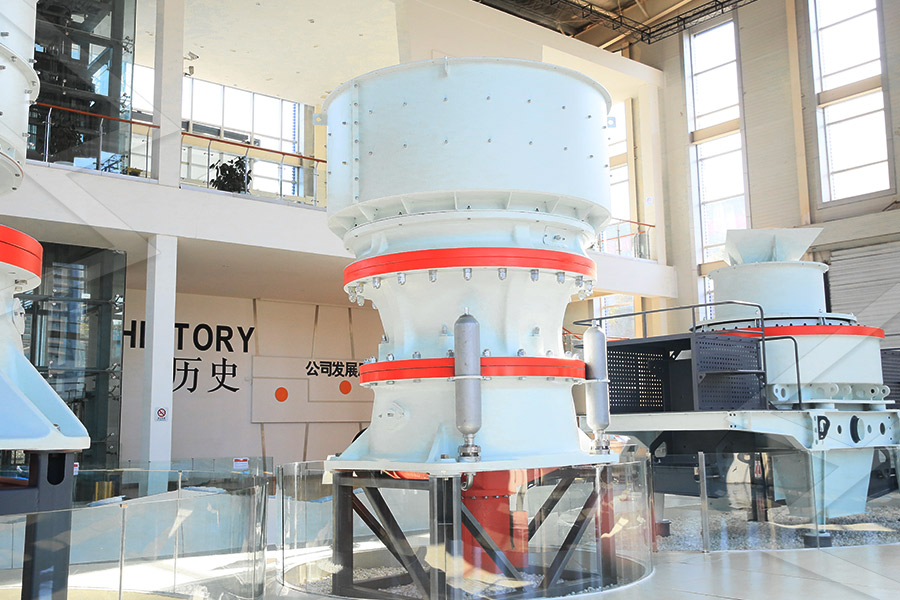
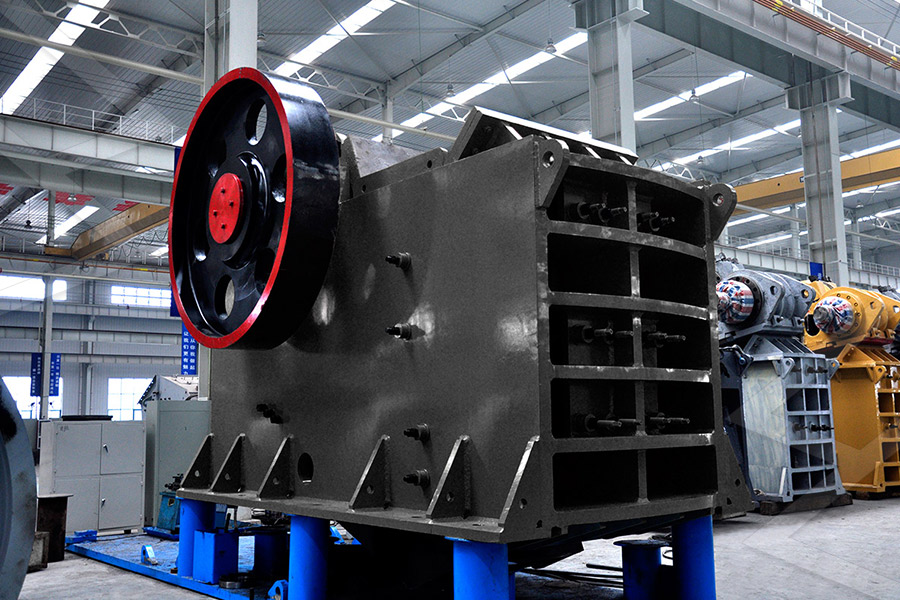
砂型铸造是如何生产大型铸钢件的?
砂型铸造大型铸钢件在国内还是非常普遍的,像颚板、高铬板锤、破碎壁、轧臼壁等等,这些都是属于破碎机耐磨件,在破碎机设备中,作为一种比较大的耐磨铸件,相对来说准确度不是很高,特别是破碎动鄂,出来的成品几乎不用车床打磨,破碎壁、轧臼壁、辊皮之类的也只是铸件的部分地方需要车床打磨,所以特别适合用砂型铸造,因为砂型铸造破碎机动鄂、高铬板锤、破碎壁、 金属铸造模具组件的分解试视图 开发团队将拓扑优化等先进的设计技术与 只能通过增材方式制造的先进铸造特征(包括浇口、浇道和冒口) 相结合。 使用这种方法,该团队设法达到以下几个目标: 将零件的重量减少40%; 避免常见的铸造缺陷; 直接 3D打印整个砂模; 在一个星期内制造出该零件。 该项目的步是优化机械臂的几何形状。 利用拓扑优化软件,该 大型铸件怎样变得又轻又强?拓扑优化与3D打印发挥重要作用 对大型成品铸件进行三维尺寸检测,判断是否可以作为后续加工程序的毛坯。 解决方案实施步骤 01 前期准备 中观工业三维扫描仪HyperScan DX (1)中观手持3D激光扫描仪HyperScan DX作为三维数字技术的领航者,能够完成各种大小工件以及逆向工程和形面三维检测应用,设备操作简单,易学易用,具有13对十字交叉激光束和1束激光,扫描速度达134万次测量/秒,最高 如何对大型铸件进行质量检测 当此应力超过合金的强度极限时,铸件会产生裂纹。 实例分析:轮缘、轮辐、轮毂间若比例不当,常因收缩不一致,内应力过大,使铸件产生裂纹。 4.减缓筋、辐收缩的阻碍24实例分析:改进后的交错接头或环状接头,其热节均较改进的小,且可通过微量变形来缓解内应力,抗裂性能均较好。 .避免采用十字形交叉连接接头因交叉处热节较大,内部容易产生缩孔或缩 第5章铸件结构设计 豆丁网

大型铸件的定义? 金属 小木虫 学术 科研 互动社区
大型铸件,我觉得除了重量外,更注重的可能是成形难度,一些铸件本身自重可能不算很重,但是考虑到其长度,曲面与内部构造的复杂程度,很难铸造成形,都称之为大型铸件! 如果只从重量上考虑呢,具体多少吨以上叫大型铸件,如果可以的话,注明一下来源,谢谢 , oldy723 铸件和铸锭是不同的。 对一般企业来说,5至10吨就是大铸件;对重型机械行业来